
ທໍ່ຢາງມີຄວາມໂດດເດັ່ນແຕກຕ່າງຈາກທໍ່ອື່ນໆເນື່ອງຈາກເນື້ອໃນຢາງຂອງມັນ, ເປັນ elastomer ທີ່ມີຄວາມເຂັ້ມແຂງແລະຄວາມທົນທານສູງ, ເຊັ່ນດຽວກັນກັບສາມາດຍືດຍາວແລະຜິດປົກກະຕິໂດຍບໍ່ມີການເສຍຫາຍຢ່າງຖາວອນ. ນີ້ແມ່ນສ່ວນໃຫຍ່ແມ່ນຍ້ອນຄວາມຍືດຫຍຸ່ນຂອງມັນ, ຄວາມຕ້ານທານກັບນ້ໍາຕາ, ຄວາມທົນທານ, ແລະຄວາມຫມັ້ນຄົງຂອງຄວາມຮ້ອນ.
ທໍ່ຢາງແມ່ນຜະລິດໂດຍໃຊ້ຫນຶ່ງໃນສອງຂະບວນການ. ວິທີທໍາອິດແມ່ນການໃຊ້ mandrel, ບ່ອນທີ່ແຖບຢາງຖືກຫໍ່ຢູ່ຮອບທໍ່ແລະໃຫ້ຄວາມຮ້ອນ. ຂະບວນການທີສອງແມ່ນ extrusion, ບ່ອນທີ່ຢາງພາລາຖືກບັງຄັບໂດຍຜ່ານການຕາຍ.
ແນວໃດທໍ່ຢາງແມ່ນເຮັດ?
ຂະບວນການ Mandrel
ມ້ວນຢາງ
ຢາງພາລາທີ່ໃຊ້ໃນການຜະລິດທໍ່ຢາງໂດຍໃຊ້ຂະບວນການ mandrel ແມ່ນຖືກສົ່ງສໍາລັບການຜະລິດໃນມ້ວນຂອງແຖບຢາງ. ຄວາມຫນາຂອງຝາຂອງທໍ່ແມ່ນຖືກກໍານົດໂດຍຄວາມຫນາຂອງແຜ່ນ. ສີຂອງທໍ່ແມ່ນຖືກກໍານົດໂດຍສີຂອງມ້ວນ. ເຖິງແມ່ນວ່າສີແມ່ນບໍ່ຈໍາເປັນ, ມັນຖືກນໍາໃຊ້ເປັນວິທີການຕັດສິນການຈັດປະເພດແລະການນໍາໃຊ້ສຸດທ້າຍຂອງທໍ່ຢາງ.

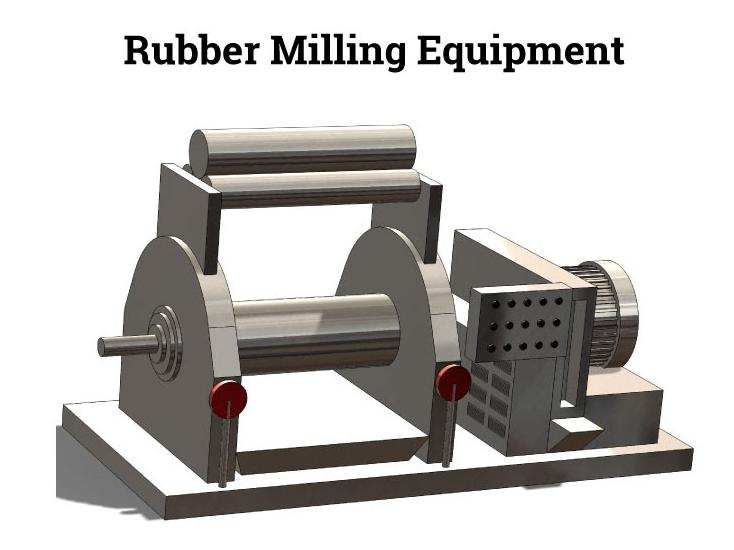
ໂຮງສີ
ເພື່ອເຮັດໃຫ້ຢາງພາລາສາມາດເຂົ້າໄດ້ໃນຂະບວນການຜະລິດ, ມັນຖືກແລ່ນຜ່ານໂຮງງານຜະລິດຄວາມຮ້ອນຂອງແຖບຢາງເພື່ອເຮັດໃຫ້ຢາງອ່ອນແລະກ້ຽງເພື່ອຮັບປະກັນວ່າມັນມີໂຄງສ້າງທີ່ລຽບ.
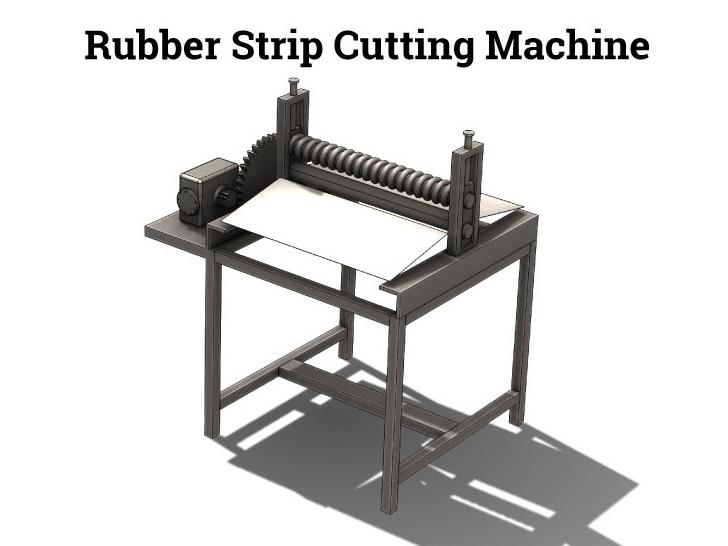
ການຕັດ
ຢາງພາລາທີ່ອ່ອນນຸ້ມ ແລະ ຢືດໄດ້ຖືກຍ້າຍໄປໃສ່ເຄື່ອງຕັດທີ່ຕັດອອກເປັນແຖບທີ່ມີຄວາມກວ້າງເທົ່າກັນເພື່ອໃຫ້ພໍດີກັບຄວາມກວ້າງ ແລະ ຄວາມໜາຂອງຂະໜາດຂອງທໍ່ຢາງທີ່ຈະເຮັດ.
Mandrel
ແຖບທີ່ຖືກສ້າງຂຶ້ນໃນການຕັດແມ່ນຖືກສົ່ງໄປຫາ mandrel. ກ່ອນທີ່ຈະຫໍ່ແຖບເທິງ mandrel, mandrel ແມ່ນ lubricated. ເສັ້ນຜ່າສູນກາງຂອງ mandrel ແມ່ນຂະຫນາດທີ່ແນ່ນອນເທົ່າກັບທໍ່ຢາງ. ໃນຂະນະທີ່ mandrel ຫັນ, ແຖບຢາງໄດ້ຖືກຫໍ່ຢູ່ຮອບມັນຢູ່ໃນຈັງຫວະທີ່ສະເຫມີແລະປົກກະຕິ.

ຂະບວນການຫໍ່ອາດຈະເຮັດຊ້ໍາອີກເພື່ອບັນລຸຄວາມຫນາທີ່ຕ້ອງການຂອງທໍ່ຢາງ.
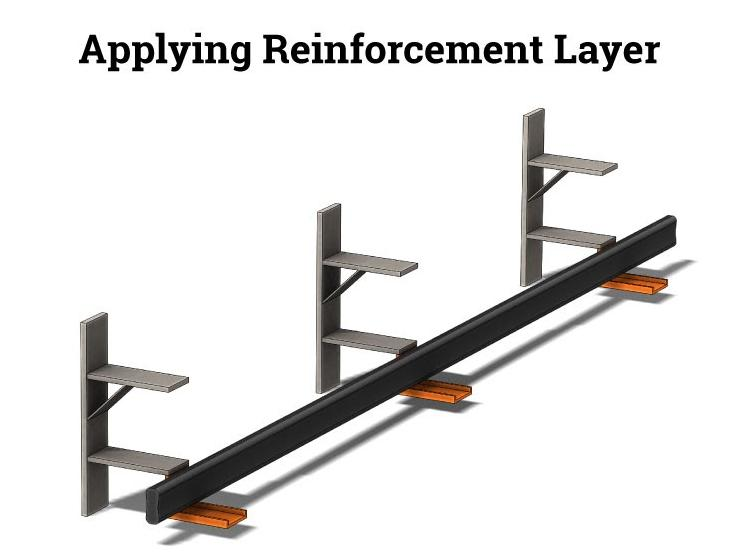
ຊັ້ນເສີມ
ຫຼັງຈາກທໍ່ໄດ້ເຖິງຄວາມຫນາທີ່ແນ່ນອນ, ຊັ້ນເສີມຈະຖືກເພີ່ມທີ່ເຮັດດ້ວຍວັດສະດຸສັງເຄາະທີ່ມີຄວາມເຂັ້ມແຂງສູງທີ່ໄດ້ຮັບການເຄືອບຢາງ. ການຄັດເລືອກຂອງຊັ້ນແມ່ນຖືກກໍານົດໂດຍປະລິມານຄວາມກົດດັນທີ່ທໍ່ຢາງອາດຈະທົນທານ. ໃນບາງກໍລະນີ, ສໍາລັບຄວາມເຂັ້ມແຂງພິເສດ, ຊັ້ນເສີມອາດຈະເພີ່ມສາຍ.
ຊັ້ນສຸດທ້າຍ
ຊັ້ນສຸດທ້າຍຂອງການລອກເອົາຢາງພາລາແມ່ນການປົກຫຸ້ມພາຍນອກຂອງມັນ.

ເທບ
ເມື່ອຊັ້ນຕ່າງໆທັງຫມົດຂອງແຖບຢາງໄດ້ຖືກນໍາໃຊ້, ຄວາມຍາວເຕັມຂອງທໍ່ສໍາເລັດຮູບໄດ້ຖືກຫໍ່ດ້ວຍ tape nylon ປຽກ. ເທບຈະຫົດຕົວແລະບີບອັດວັດສະດຸເຂົ້າກັນ. ຜົນໄດ້ຮັບຂອງການຫໍ່ tape ແມ່ນການສໍາເລັດຮູບໂຄງສ້າງຢູ່ໃນເສັ້ນຜ່າກາງພາຍນອກ (OD) ຂອງທໍ່ທີ່ຈະກາຍເປັນຊັບສິນແລະຜົນປະໂຫຍດສໍາລັບຄໍາຮ້ອງສະຫມັກທີ່ທໍ່ຈະຖືກນໍາໃຊ້.
Vulcanization
ທໍ່ໃສ່ mandrel ແມ່ນຖືກຈັດໃສ່ໃນ autoclave ສໍາລັບຂະບວນການ vulcanization ທີ່ປິ່ນປົວຢາງພາລາ, ເຊິ່ງເຮັດໃຫ້ມັນ elastic. ເມື່ອ vulcanization ສໍາເລັດ, tape nylon shrunk ໄດ້ຖືກໂຍກຍ້າຍອອກ.

ຖອນອອກຈາກ Mandrel
ປາຍທໍ່ຫນຶ່ງຖືກປະທັບຕາຢ່າງແຫນ້ນຫນາເພື່ອສ້າງຄວາມກົດດັນ. ຂຸມແມ່ນເຮັດຢູ່ໃນທໍ່ສໍາລັບນ້ໍາທີ່ຈະສູບເຂົ້າໄປໃນເພື່ອແຍກທໍ່ຢາງອອກຈາກ mandrel. ທໍ່ຢາງໄດ້ຖືກເລື່ອນອອກຈາກ mandrel ໄດ້ຢ່າງງ່າຍດາຍ, ປາຍຂອງມັນໄດ້ຖືກຕັດ, ແລະຖືກຕັດຕາມຄວາມຍາວທີ່ຕ້ອງການ.
ວິທີການ Extrusion
ຂະບວນການ extrusion ກ່ຽວຂ້ອງກັບການບັງຄັບໃຫ້ຢາງພາລາໂດຍຜ່ານແຜ່ນດິດເປັນຮູບ. ທໍ່ຢາງທີ່ເຮັດໂດຍຂະບວນການ extrusion ໃຊ້ສານປະສົມຢາງອ່ອນ unvulcanized. ຊິ້ນສ່ວນທີ່ຜະລິດໂດຍໃຊ້ວິທີນີ້ແມ່ນອ່ອນແລະ pliable, ເຊິ່ງຖືກ vulcanized ຫຼັງຈາກຂະບວນການ extrusion.
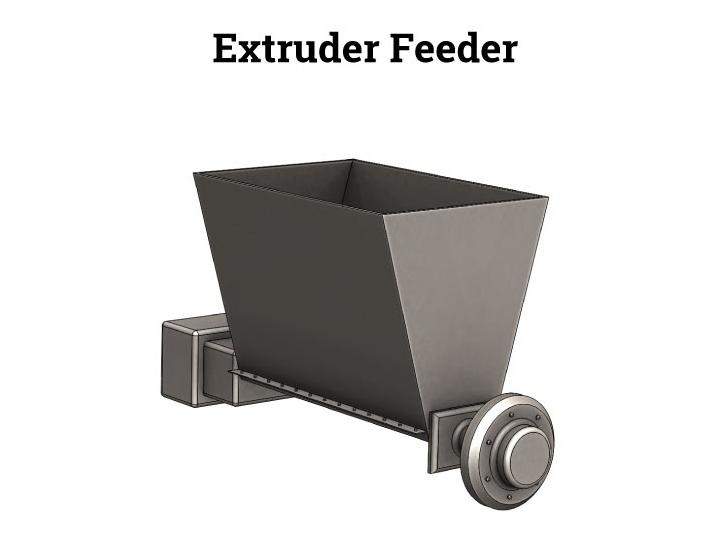
ການໃຫ້ອາຫານ
ຂະບວນການ extrusion ເລີ່ມຕົ້ນໂດຍການມີສານປະສົມຢາງພາລາປ້ອນເຂົ້າໄປໃນ extruder ໄດ້.
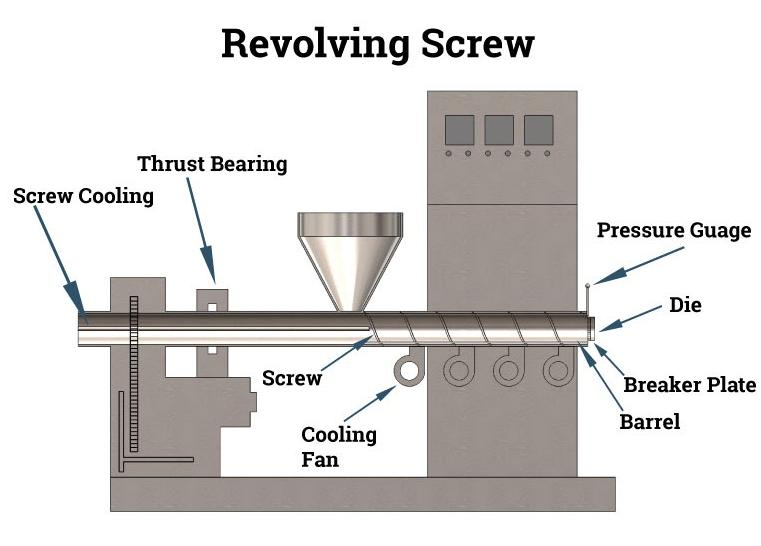
Revolving Screw
ທາດປະສົມຢາງພາລາອອກຈາກຕົວປ້ອນຢ່າງຊ້າໆ ແລະຖືກປ້ອນໃສ່ສະກູທີ່ເຄື່ອນຍ້າຍມັນໄປຕາມຕົວຕາຍ.
ທໍ່ຢາງຕາຍ
ເນື່ອງຈາກວັດຖຸດິບຢາງພາລາຖືກຍ້າຍຕາມສະກູ, ມັນຖືກບັງຄັບໃຫ້ຕາຍໃນອັດຕາສ່ວນທີ່ແນ່ນອນກັບເສັ້ນຜ່າກາງແລະຄວາມຫນາຂອງທໍ່. ໃນຂະນະທີ່ຢາງພາລາເຄື່ອນຍ້າຍໄປໃກ້ກັບຕາຍ, ອຸນຫະພູມແລະຄວາມກົດດັນເພີ່ມຂຶ້ນ, ເຊິ່ງເຮັດໃຫ້ວັດສະດຸ extruder ບວມຂື້ນກັບປະເພດຂອງສານປະສົມແລະຄວາມແຂງ.

Vulcanization
ເນື່ອງຈາກຢາງພາລາທີ່ໃຊ້ໃນຂະບວນການ extrusion ແມ່ນ unvulcanized, ມັນຕ້ອງໄດ້ຜ່ານຮູບແບບຂອງ vulcanization ບາງຄັ້ງທີ່ມັນໄດ້ຜ່ານ extruder ໄດ້. ເຖິງແມ່ນວ່າການປິ່ນປົວທີ່ມີຊູນຟູຣິກແມ່ນວິທີການຕົ້ນສະບັບສໍາລັບການ vulcanization, ປະເພດອື່ນໆໄດ້ຖືກພັດທະນາໂດຍການຜະລິດທີ່ທັນສະໄຫມ, ເຊິ່ງລວມມີການປິ່ນປົວຈຸລະພາກ, ອາບນ້ໍາເກືອ, ຫຼືຮູບແບບອື່ນໆຂອງຄວາມຮ້ອນ. ຂະບວນການແມ່ນມີຄວາມຈໍາເປັນທີ່ຈະຫົດຕົວແລະແຂງຂອງຜະລິດຕະພັນສໍາເລັດຮູບ.
ຂະບວນການ vulcanization ຫຼື curing ສາມາດເຫັນໄດ້ໃນແຜນວາດຂ້າງລຸ່ມນີ້.
ເວລາປະກາດ: 25-08-2022